技 术 说 明
1.锻件按照NB/T47008-2010《承压设备用碳素钢和合金钢锻件》中Ⅳ级规定进行制造,检验和验收。
2.锻件进行保证机械性能和金相组织的热处理,热处理前按图堆焊过渡层,焊条为J507。热处理后机械性能要求应符合NB/T47008-2010《承压设备用碳素钢和合金钢锻件》的规定,精加工后过渡层不小于5mm。
3.密封面无刻线,刮伤与凹痕等缺陷。
4.螺纹轴线对端面应垂直,垂直度公差按GB/T1184-1996规定中第10级精度。
5.沿圆周分布的主螺栓孔相邻两孔间弦长公差为±0.6mm,任意两孔弦长公差为±1.5mm。
6.螺栓孔采取跨中分布,相邻两螺栓孔弦长公差为±0.6mm,任意两孔弦长公差为±0.6mm。
7.螺纹基本尺寸按GB/T196-2003标准规定,螺纹公差按GB/T197-2003标准中的规定公差。
8.螺纹表面无裂纹,碰伤和毛刺等缺陷。
9.锻件粗加工后进行超声波检测,结果符合JB/T4730.3-2005规定中Ⅱ级。锻件及过渡层精加工后进行磁粉检测,结果符合JB/T4730.4-2005规定中的Ⅰ级。
10.其余按GB150-1998《钢制压力容器》的有关规定进行制造和检验。
11.管口方位按图纸。
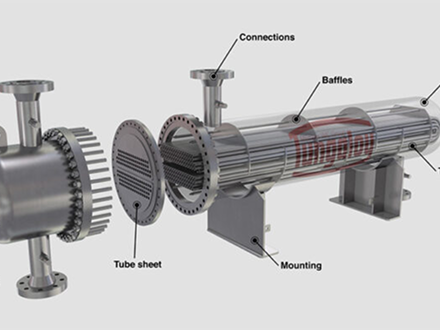
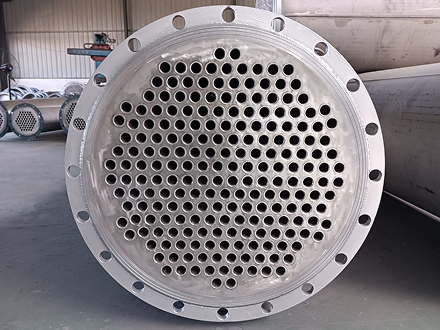
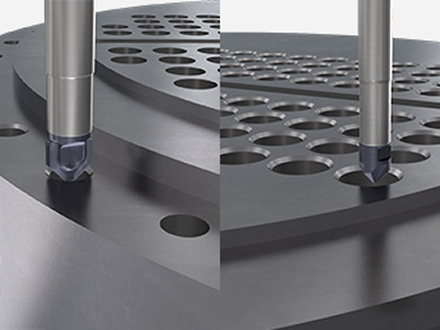
本公司是专业生产加工三、四类压力容器和单双管板的制造商,公司经过不断的自主研发和创新,现已突破传统管板加工工艺,采用先进的数控加工中心,结合自主研发的加工工艺及刀具,以高精度、高效能、优惠的价格承接国内外火电、核电、海水淡化、海盐、化工、石化的压力容器、热交换器、冷凝器、氨冷器、酸乙烯合成反应器等各类不锈钢、碳素钢、合金结构钢、钛合金、铝合金、铜合金高厚度大直径管板、法兰、锻件及隔板、折流板、复合板的深孔加工业务。